Badania
ultradźwiękowe UT
Badania ultradźwiękowe
należą do jednych z najważniejszych i najbardziej rozpowszechnionych metod badań nieniszczących. Badania ultradźwiękowe są oparte na zjawisku rozchodzenia się fal ultradźwiękowych w ciałach stałych. Fale ultradźwiękowe powstają wskutek drgań przetwornika ( płytki piezoelektrycznej ), po doprowadzeniu do jego powierzchni prądu o wielkiej częstotliwości ( przeważnie od 0,5 do 15 MHz ). Fale ultradźwiękowe uzyskuje się za pomocą odpowiedniej aparatury, tj. zestawu defektoskop ultradźwiękowy i głowica. Fale ultradźwiękowe wprowadza się do badanego przedmiotu przez głowicę i odpowiedni płyn ( np. olej, wodę, roztwór kleju do tapet ), tworzący sprzężenie akustyczne. Odbicia wiązki fal ultradźwiękowych od powierzchni przedmiotu lub od wewnątrznych nieciągłości materiału są uwidaczniane na ekranie defektoskopu w postaci tzw. "echa dna, lub echa wady". Znając geometrię badanego elementu oraz charakterystykę głowicy, można na podstawie odległości impulsu "echa wady" ustalić położenie "wady" w rzeczywistości.W badaniach ultradźwiękowych można wyróżnić dwie podstawowe metody badań: metodę przepuszczania ( cienia ) i metodę echa. W metodzie przepuszczania posługujemy się dwoma głowicami o jednakowych parametrach, z których jedna jest nadajnikiem, a druga odbiornikiem. Jeśli głowice ustawimy na przeciw siebie, to sygnał wprowadzony do materiału przez głowicę nadawczą powinien dotrzeć do głowicy odbiorczej, lub w przypadku gdy w materiale między głowicami występuje nieciągłość większa od szerokości wiązki ultradźwiękowej, fala wysłana przez głowicę nadawczą nie dociera do głowicy odbiorczej. W skrajnych przypadkach, gdy wyeliminujemy możliwość braku sprzężenia akustycznego między głowicami a materiałem, uzyskujemy jednoznaczny wynik badania: dobre-złe. Oprócz wariantu podstawowego metody przepuszczania, w którym dwie głowice proste znajdują się po dwóch stronach materiału, można stosować tzw. wariant zwierciadlany, stosując dwie głowice skośne, ustawione po tej samej stronie materiału. Oczywiście odległość między głowicami musi być ściśle określona, to znaczy głowice muszą być tak ustawione, aby wiązka fal ultradźwiękowych wysyłana z głowicy nadawczej, po odbiciu od przeciwległej powierzchni materiału, trafiła do głowicy odbiorczej. Sposób ten nazywany jest także "metodą tandem".


W metodzie echa posługujemy się jedną głowicą, która początkowo stanowi nadajnik impulsów, a następnie odbiornik. Sygnał wysłany przez głowicę do materiału, odbija się od nieciągłości ( wady ) lub od przeciwległej powierzchni i wraca do głowicy. Mierząc czas upływający od momentu wysłania impulsu do momentu jego powrotu i odebrania przez głowicę, możemy określić, znając prędkość fali ultradźwiękowej w materiale, odległość głowicy od nieciągłości. Na podstawie wysokości echa na ekranie defektoskopu, można określić jej przybliżony wymiar. W metodzie echa z głowicą prostą, fale ultradźwiękowe wchodzą w badany przedmiot pod kątem prostym. Metodę tę stosuje się najczęściej do badania spoin czołowych w złączach teowych, krzyżowych i kątowych, płaskich napoin oraz rozwarstwień blach.
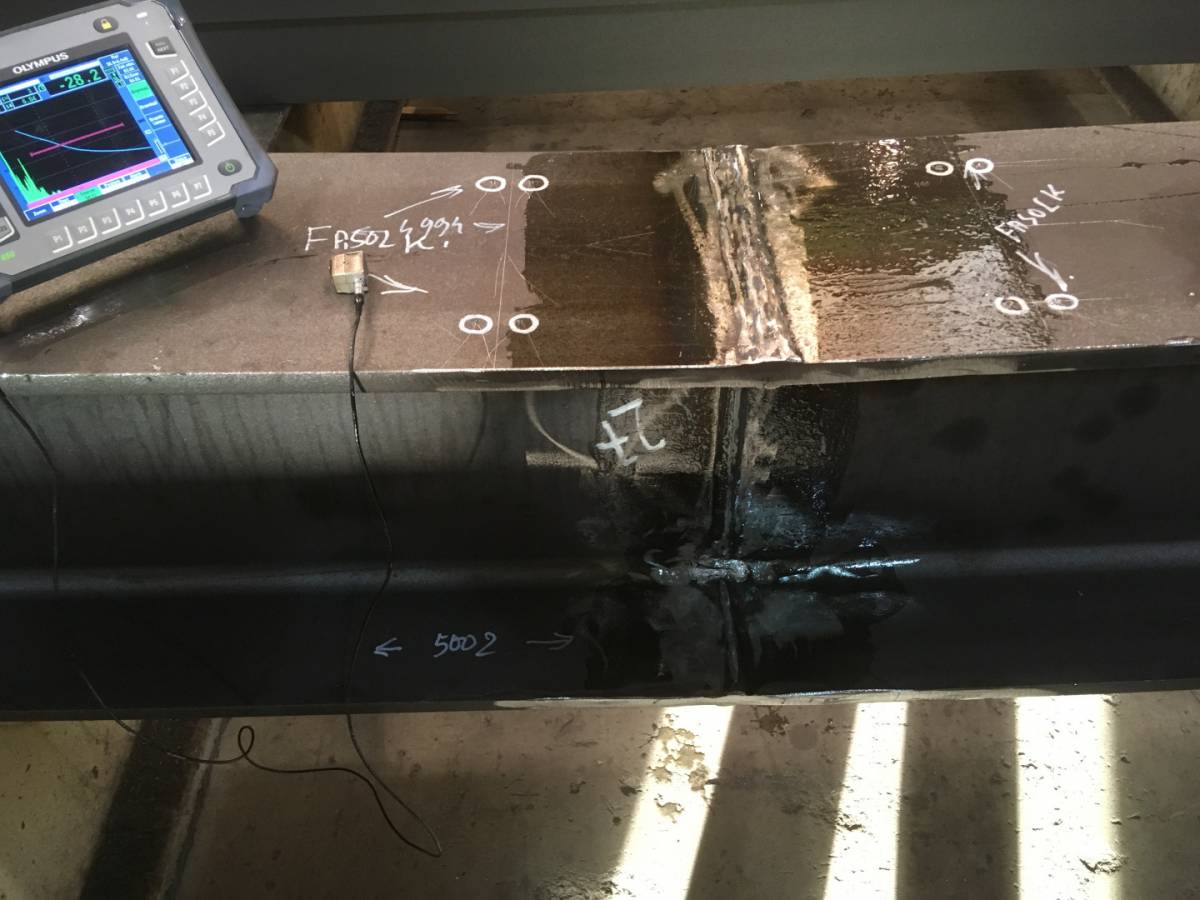
W metodzie echa z głowicą skośną fale ultradźwiękowe wchodzą w badany element przeważnie pod kątem od 450do 700 względem prostopadłej do powierzchni ( zależnie od rodzaju użytej głowicy ). Najczęściej ta metoda stosowana jest do badania spoin. Metoda ta może być stosowana, jeżeli przynajmniej z jednej strony lica spoiny jest dostępna dla głowicy powierzchnia przesuwu o szerokości równej przynajmniej połowie długości skoku głowicy s i leżąca w odległości s/2÷s od osi spoiny, gdzie:
- g - grubość blach
- ß - kąt załamania głowicy skośnej.
Powierzchnia przesuwu głowicy powinna być gładka i czysta ( bez wgłębień, odprysków, farby, rdzy itp. ), a grubość badanego elementu niezmienna. Graniczna najmniejsza wielkość niezgodności, jaką możemy wykryć metodą ultradźwiękową zależy od długości fali, czyli od częstotliwości drgań przetwornika głowicy. Jeśli wymiary nieciągłości są mniejsze od połowy długości fali, to fala ultradźwiękowa "omija" tę nieciągłość prawie się nie odbijając, a tylko nieznacznie ulegając rozproszeniu.
Wykrywalność nieciągłości materiału zależy także od ich odległości od głowicy. Zjawisko to wynika z charakterystyki wiązki fali ultradźwiękowej w materiale oraz tłumienia. W niewielkiej odległości od głowicy w tzw. polu bliskim występują duże różnice ciśnienia akustycznego fali, a w tzw. polu dalekim wiązka fali jest rozbieżna i ciśnienie fali spada wraz ze wzrostem odległości. Jeżeli dodatkowo uwzględnimy wpływ tłumienia fali w materiale, to okaże się że nieciągłości ( wady ) znajdujące się za daleko od głowicy są niemożliwe do wykrycia,podobnie jak te które znajdują się za blisko.
Innymi czynnikami wpływającymi na wykrywalność "wad" metodą ultradźwiękową jest zdolność "wady" do odbijania fali ultradźwiękowej. Zdolność ta zależy od:
- kształtu "wady",
- chropowatości jej powierzchni,
- a także od kąta padania wiązki fali na powierzchnię.

Bardzo ważnym parametrem badania metodą echa określającym jego efektywność jest czułość, czyli minimalny wymiar "wady", który można wiarygodnie wykryć przy kontroli. Za granicę czułości można uważać wadę, która jest prostopadła do osi wiązki ultradźwiękowej i której średnica jest równa połowie długości fali. W praktyce w celu otrzymania zauważalnego odbicia, konieczne jest, aby wymiar "wady" był porównywalny z długością fali.
Ustawienie czułości defektoskopu przeprowadza się za pomocą wzorców kontrolnych lub próbek wykonanych z materiału wyrobu kontrolowanego. Kontrola ultradźwiękowa pozwala wykrywać takie "wady", które nie zawsze mogą być wykryte metodą radiograficzną. Nieciągłościami takimi mogą być przyklejenia i pęknięcia, przy niekorzystnym usytuowaniu w stosunku do źródła promieniowania mogą nie "wyjść" na radiogramie, natomiast badania ultradźwiękowe ujawniają nawet najmniejsze pęknięcia czy przyklejenia. Radiografia nie nadaje się również do kontroli złączy spawanych teowych, krzyżowych oraz spoin pachwinowych. Badania ultradźwiękowe lepiej nadają się w tym przypadku.
Badania ultradźwiękowe oddają nieocenione usługi, zwłaszcza stosowane kompleksowo z innymi metodami nieniszczącymi.
Największą zaletą badań ultradźwiękowych jest ich cena, która jest 2÷3 krotnie niższa w porównaniu do badań radiograficznych .
Badania ultradźwiękowe są najtrudniejszą metodą badań nieniszczących, dlatego wymagają od operatora dużej wiedzy i doświadczenia. Personel wykonujący badania nieniszczące musi posiadać kwalifikacje odpowiedniego stopnia i we właściwym sektorze przemysłowym.